
1900년대 초 설립된 한 글로벌 자동차 부품 제조사는 적응형 헤드램프(Adaptive Headlamps) 와 LED 조명 시스템 등 다양한 자동차 조명 솔루션의 설계·생산에 주력하고 있습니다.
이들 열가소성 부품의 대량 생산에는 플라스틱 사출성형(Injection Molding) 공정이 핵심적으로 활용됩니다. 생산성 향상을 위해 해당 기업의 사출 전문 엔지니어링 팀은 사이클 타임 단축을 목표로 금속 적층제조 기술을 금형 생산 공정에 도입하는 프로젝트를 추진했습니다.

1. 전체 공정 시간의 80%를 차지하는 냉각 병목 해결
플라스틱 사출성형 공정에서 냉각 단계는 전체 사이클 타임의 70~80%를 차지하는 가장 큰 병목 구간입니다.
균일한 냉각은 다음 요소를 개선하는 핵심 조건입니다.
- 내부 잔류응력 감소
- 뒤틀림(Warpage) 최소화
- 수축(Shrinkage) 억제
- 치수 안정성 향상
기존에는 모든 금형을 전통적인 절삭 가공 방식으로 제작해 왔습니다. 그러나 직선형 냉각 채널(Straight Cooling Channel) 은 복잡한 금형 형상 내부를 충분히 냉각시키지 못하는 경우가 많았습니다.
그 결과 냉각수 흐름이 제한되는 구간에서는 냉각 성능이 떨어지고, 금형 내부 온도 분포가 불균일해집니다. 이는 제품 전체에 열 구배(Thermal Gradient)를 발생시켜 불균일 수축과 품질 편차로 이어졌습니다.
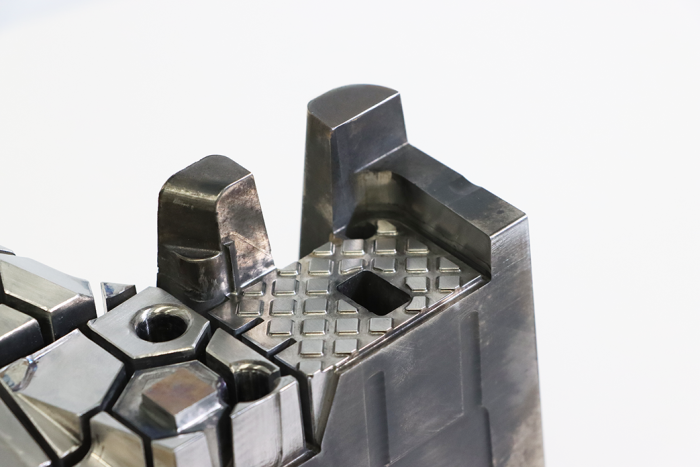
2. 컨포멀 냉각 채널의 형상적 장점과 제조 과제
엔지니어링 팀은 이러한 문제를 해결하기 위해 컨포멀 냉각 채널(Conformal Cooling Channel) 적용을 추진했습니다.
컨포멀 냉각 채널은 금형 캐비티의 형상을 따라 곡선 형태로 설계되어, 제품 표면 전반에 보다 균일한 냉각을 제공합니다. 이를 통해 열 편차를 줄이고 성형 불량 가능성을 낮출 수 있습니다.
하지만 이러한 채널을 실제로 제작하기 위해서는 몇 가지 기술적 과제가 존재했습니다.

3. 고성능 금속 3D프린팅 금형 인서트 제작
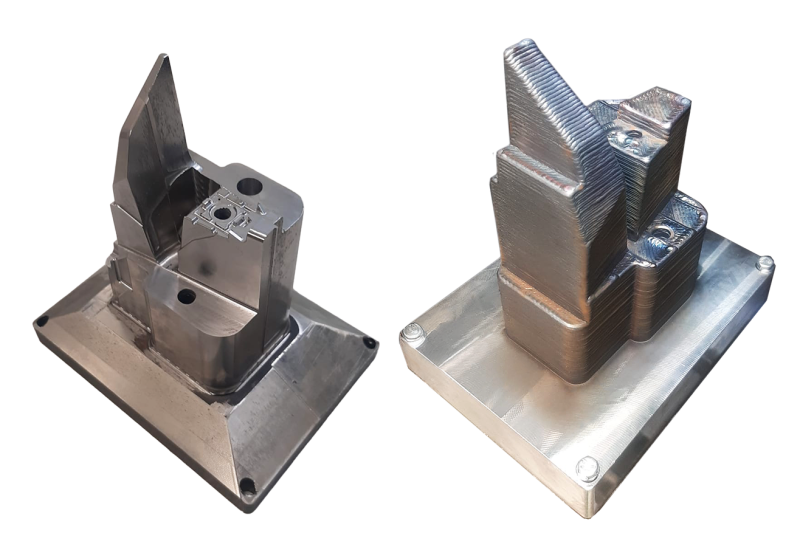
이러한 과제를 해결하기 위해 해당 팀은 Meltio M600 장비를 활용해 사출금형 인서트(Insert) 를 제작했습니다.
사용 소재는 Meltio Tool Steel H11 용접 와이어였습니다.
H11 공구강은 다음과 같은 특성을 갖습니다.
– 높은 경도
– 우수한 인성(Toughness)
– 열충격 저항성
– 반복 기계하중 내구성
따라서 금형 제작 환경에서 요구되는 열·기계적 스트레스를 충분히 견딜 수 있는 소재입니다.
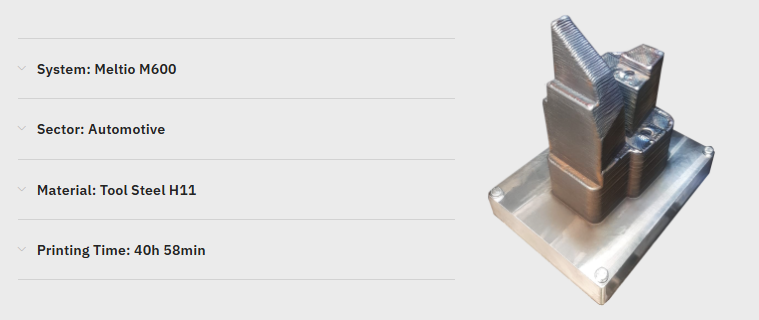
제작 사양 :
– 부품 크기: 83 × 115.5 × 174 mm
– 부품 중량: 5.99 kg
– 출력 시간: 40시간 58분
– 적층 높이: 1 mm
– 보호 가스: 아르곤(Argon)
“초기 운용 테스트는 Meltio M600으로 출력한 단일 인서트를 실제 금형에 적용하는 방식으로 진행되었습니다.”
4. 수치로 확인된 냉각 성능 개선과 비용 효율성
3D프린팅 공구강 인서트를 적용한 결과, 사출 테스트에서 즉각적이고 정량적인 성과가 확인되었습니다.
5. 다음 단계: 대칭 인서트 및 구리 출력 적용
초기 테스트 성공 이후, 해당 기업은 반대편 대칭 구조의 인서트도 추가 제작하여 새로운 조건에서 사출 테스트를 진행했습니다.
이를 통해 실제 사이클 타임 단축 효과를 보다 정밀하게 측정할 수 있게 되었습니다.
후속 테스트에서도 냉각 성능 개선은 다시 한번 확인되었습니다. 다만 기술팀은 다수 부품 조립 시 발생하는 조립 시간 증가가 추가 개선이 필요한 요소라고 평가했습니다.
향후 개발 방향 : 구리(Copper) 출력
현재 팀은 구리 소재 출력도 검토하고 있습니다.
구리는 매우 높은 열전도율을 가지므로, 냉각 채널을 직접 배치하기 어려운 핫스팟(Hot Spot) 구간의 열을 빠르게 외부로 전달하는 데 효과적입니다.
이는 향후 금형 냉각 설계의 새로운 해법이 될 수 있습니다.