Define 정의
서포트를 피하기 위해 우리는 그들의 목적에 대해 자문해야 합니다.
세 가지 지원 이유는 다음과 같습니다.
-열전달
-잔류 응력
-리코터 힘
열 전달: 고체 물질에 비해 분말의 열전도율이 낮기 때문에 돌출된 영역에서 에너지 입력을 조정해야 합니다.
이전 기사에서 보여준 것처럼 열 전달 주제는 적응된 DownSkin 노출 전략과 최적화된 공정 매개변수로 완화될 수 있습니다.
잔류 응력: 금속 분말 소결은 일반적으로 저온 공정(예: EBM 또는 SLS와 비교)이라고 부르는 것이기 때문에
잔류 응력은 물리 법칙의 결과입니다.
응력은 국부적으로 집중된 에너지 입력으로 인한 온도 구배뿐만 아니라
방금 응고된 층과 이미 냉각된 층 사이의 온도 차이로 인해 발생합니다.
또한 재료 수축은 이전에 응고된 재료에 의해 부분적으로 억제되어 뒤틀림을 유발할 수 있습니다.
빌드 온도를 높이거나(산소 픽업 증가의 단점이 있음) 특수 스캔 전략(기계적 특성 또는 생산성의 단점이 있음)을 사용하여
잔류 응력의 원인에 대해 작업하는 것보다 발생하는 영향을 보상하는 것이 더 쉽습니다.
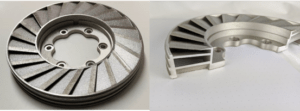
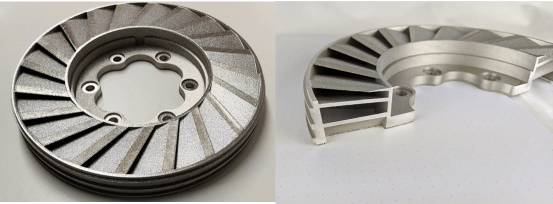
솔루션은 사전 변형이거나 가능한 경우 변형되기 쉬운 디자인입니다.
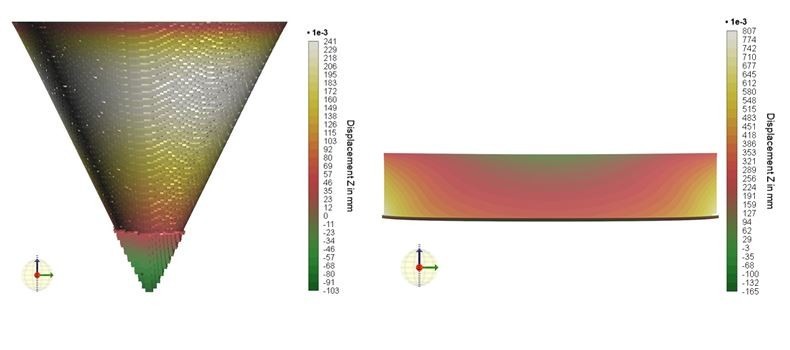
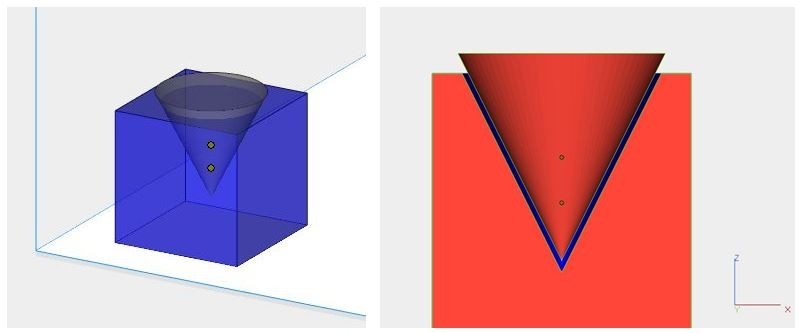
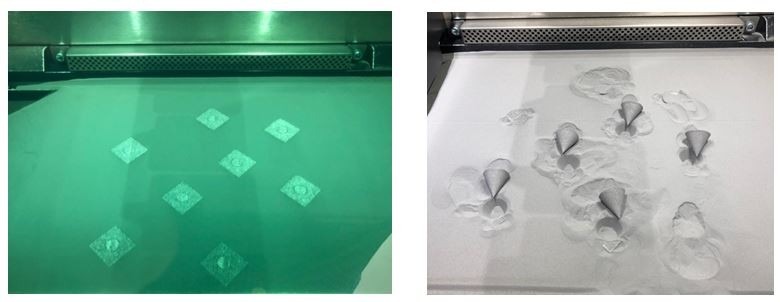
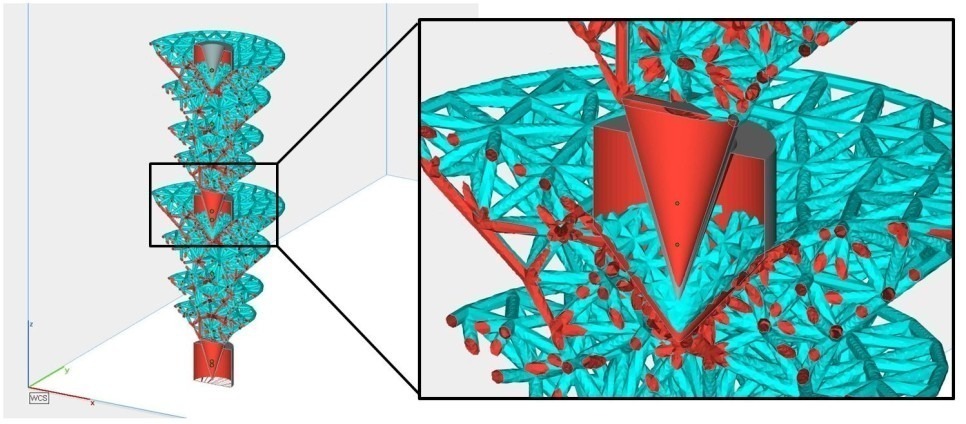
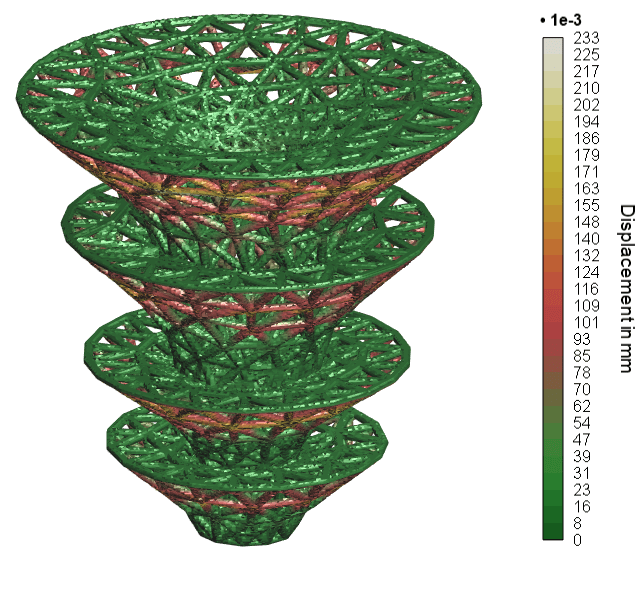
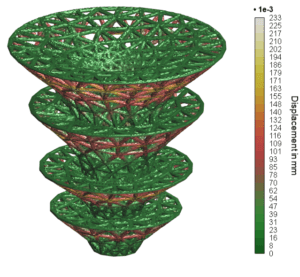
아래에서 Additive Works의 Amphyon으로 시뮬레이션한 두 가지 예인 평판과 거꾸로 된 원뿔을 볼 수 있습니다.
두 부품의 치수는 비슷합니다(직경 50mm 대 50 x 50mm).
원뿔의 형상으로 인해 변형이 덜한 것을 분명히 볼 수 있습니다.
한 지점에서 시작한 다음 z 방향으로 계속 성장합니다.
또한 xy 레이어의 원형 모양은 자체 안정화 역할을 합니다.