서포트 최적화
서포트를 최적화할 때 목적을 분석하는 것이 도움이 됩니다.
레이저 파우더 베드 퓨전에서 서포트가 필요한 세 가지 주요 이유는 다음과 같습니다.
-리코터 힘
-잔류 응력
-열전달
개별 포인트를 살펴보면 필요한 서포트 양을 줄이는 수단을 식별할 수 있습니다.
리코터 힘이 문제가 되는 경우 옵션은 소프트 리코팅, 부품 방향 변경 또는 공정 최적화 등이 될 수 있습니다.
이 예에서는 HSS 블레이드 하드 리코터를 사용하여 가장 까다로운 경우를 시뮬레이션합니다.
잔류 응력은 플랫폼 가열 및 스캔 전략과 같은 특정 절차를 통해 줄일 수 있지만
특히 Ti64의 경우 중요한 요소로 남아 있습니다.
그것들을 보상하는 방법은 오히려 원인보다는 결과에 작용하지만 사전변형일 것입니다.
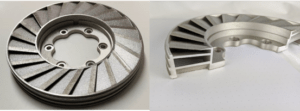
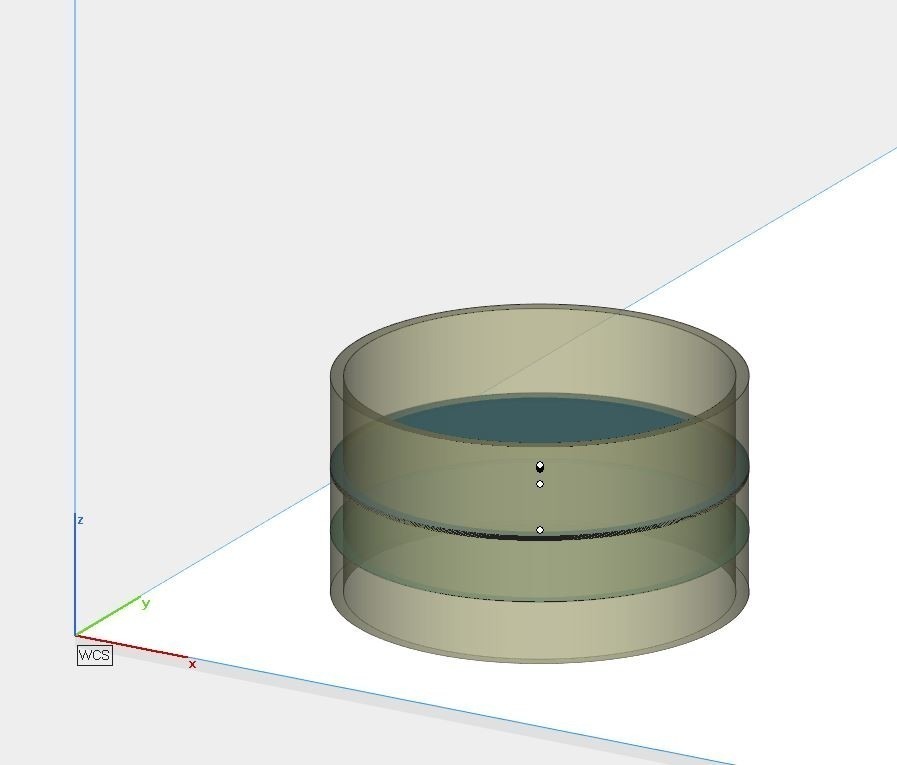
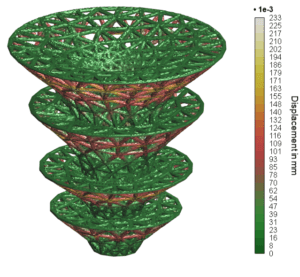
그러나 디스크가 한 방향으로 사전 변형되면 좌굴이 증가하기 때문에 사전 변형은 수평 평면에 적합하지 않습니다.
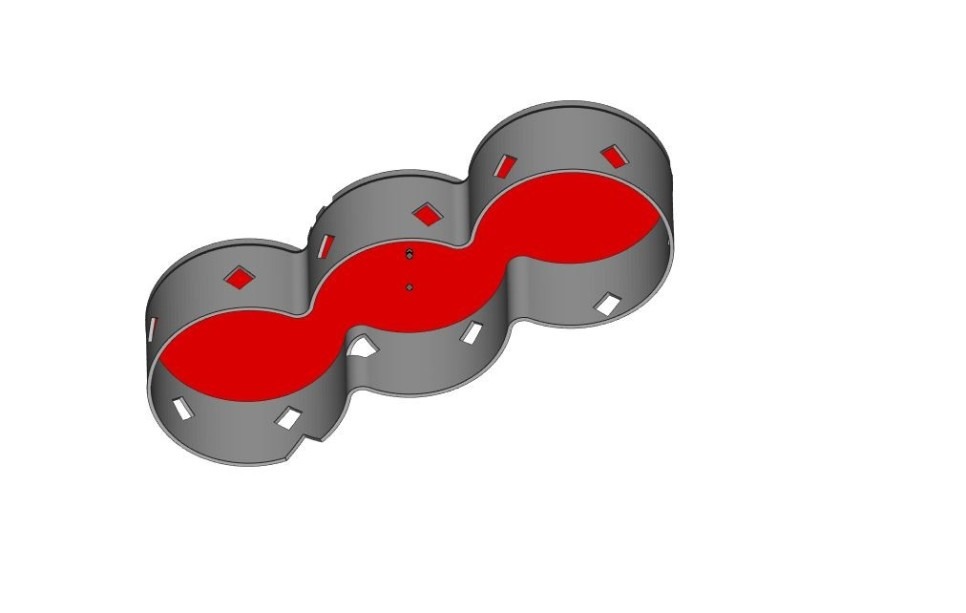
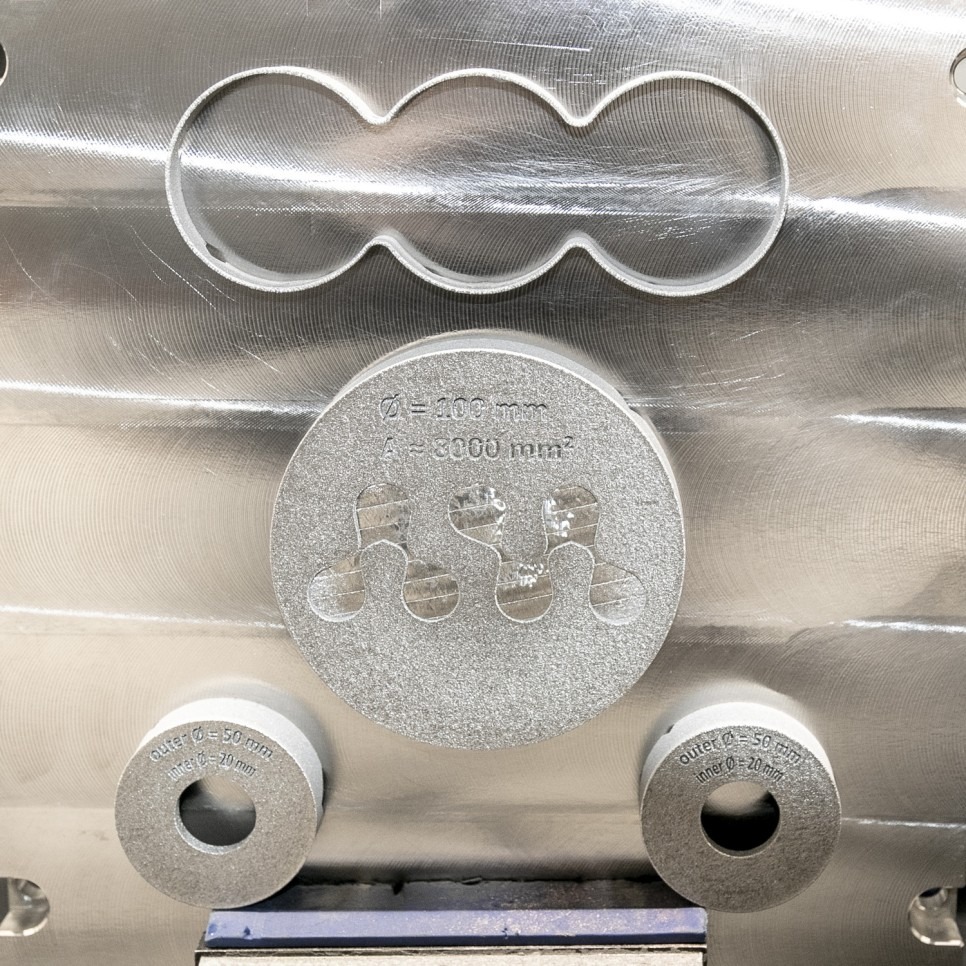
이 예에서 수평면은 좌굴을 방지하기 위해 벽 두께가 1mm인 원통에 부착됩니다.
이 실린더와 같은 얇은 벽 형상은 일반적으로 과열과 노출 벡터의 비효율적인 배열에 직면하기 때문에 스캔 전략이 최적화되었습니다. 따라서 에너지 입력이 조정되고 윤곽선이 제거되며 노출 패턴이 줄무늬에서 패턴 없음 – 시간 최적화로 변경됩니다.
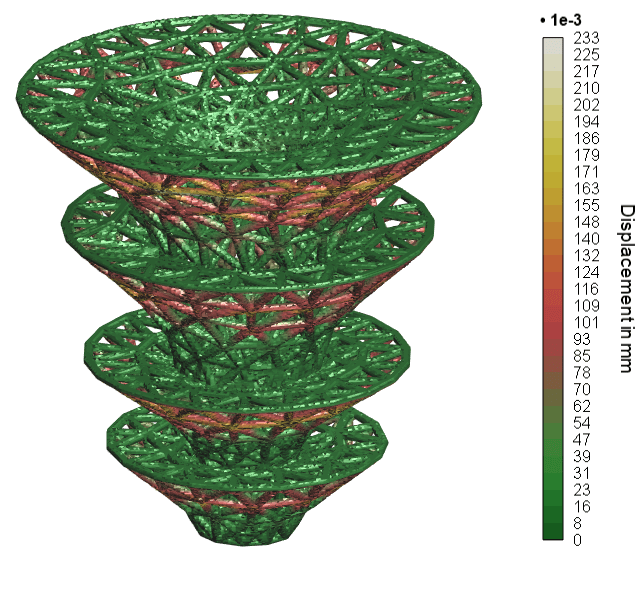
마지막으로 열 전달 문제가 남아 있습니다.
디스크가 느슨한 분말에 직접 내장되어 있기 때문에 용융 풀에서 멀어지는 열전도율은 고체 재료에 비해 훨씬 나쁩니다.
분말의 열전도율이 크게 감소한 이유는 포획된 가스가 있고 입자 사이의 점대점 접촉만 있기 때문입니다.
이것이 열 전달을 증가시키기 위해 지지대가 일반적으로 이 표면 아래에 배치되는 이유입니다.
이 문제를 극복하려면 에너지 입력을 주변 물질의 열전도율에 맞게 조정해야 합니다.
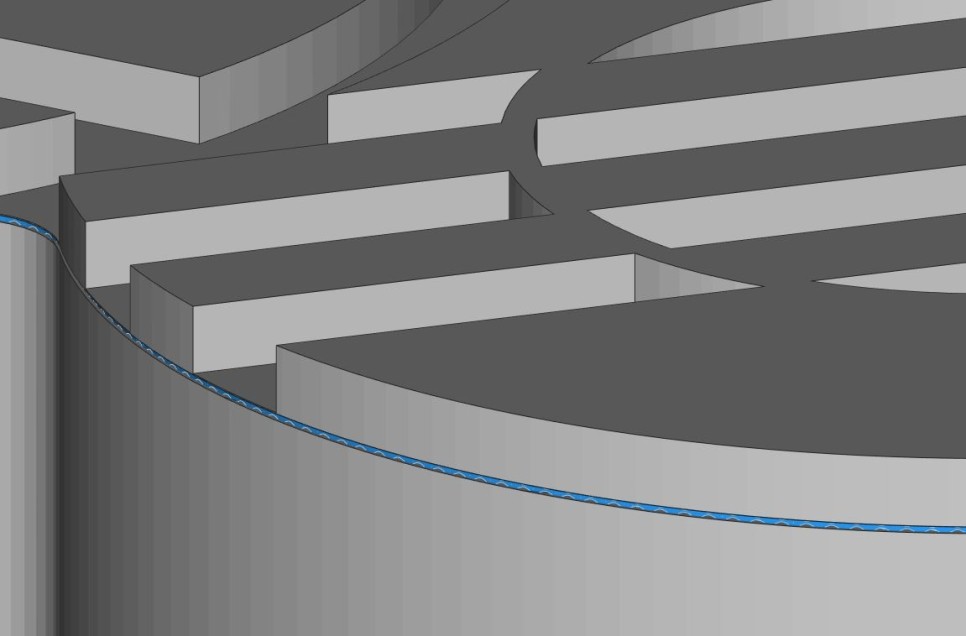
따라서 부품의 높이에 따라 매개변수를 점진적으로 변경하는 고급 노출 전략이 개발될 것입니다.
Design of Experiments
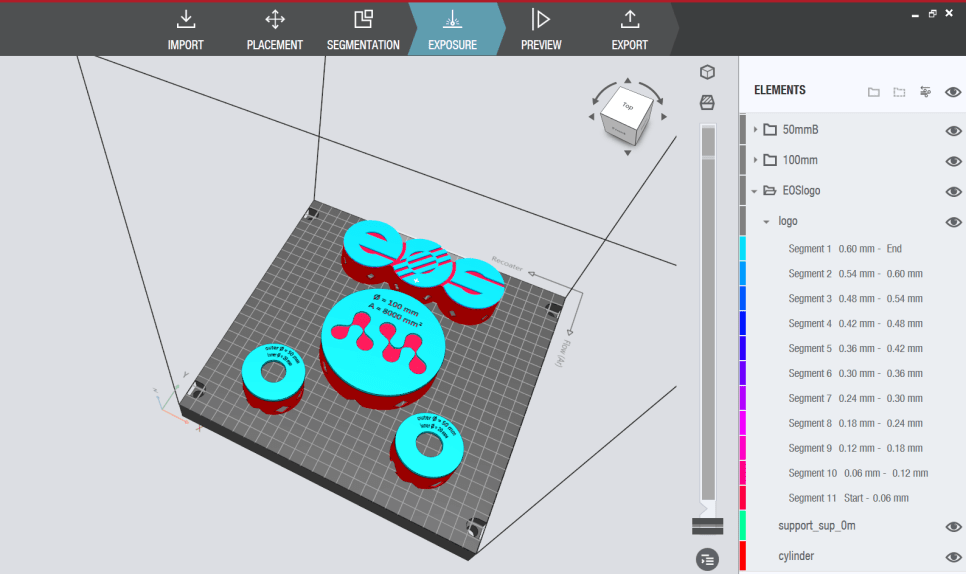
매개변수 개발의 기준선은 EOS Ti64 Speed(60µm) 프로세스이며
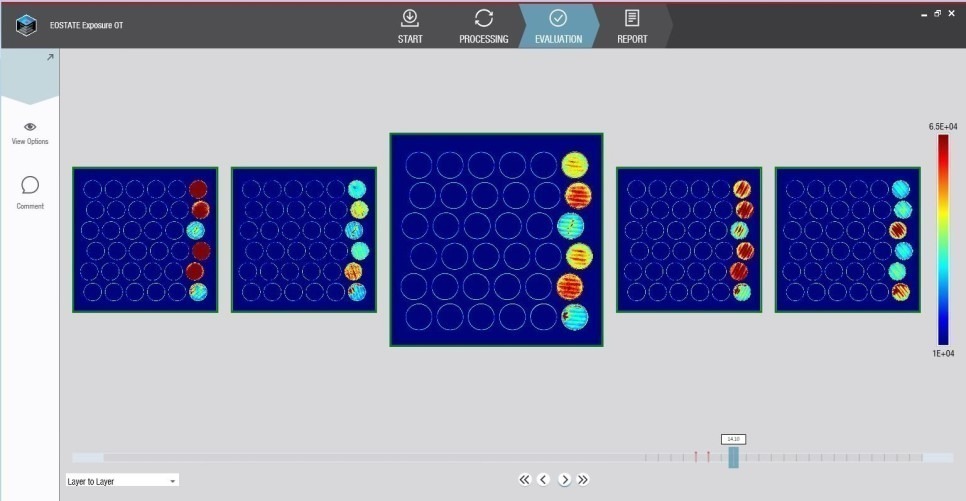
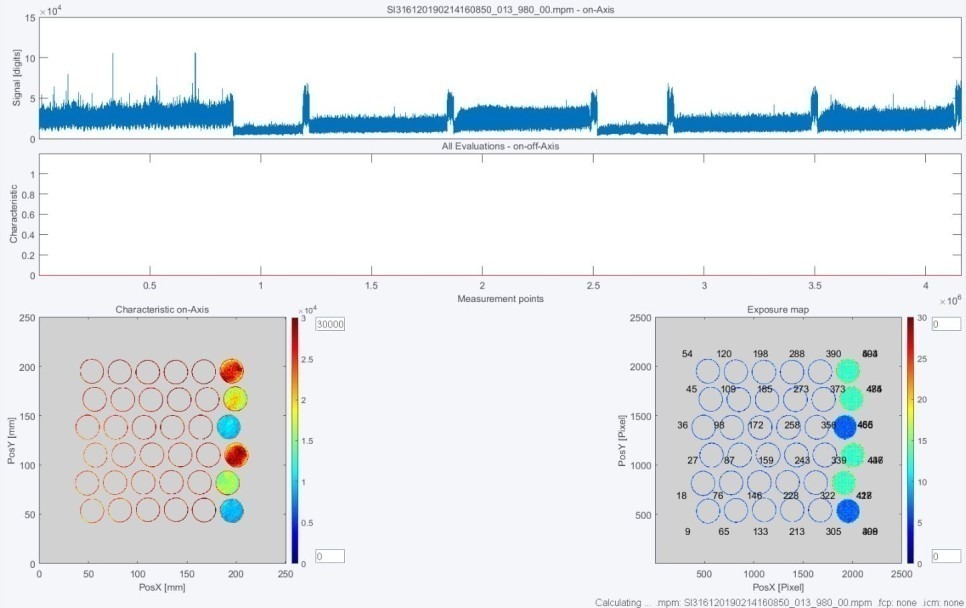
EOSTATE ExposureOT 및 EOSTATE MeltPool 모니터링 기능이 있는 EOS M 290에서 시험이 수행됩니다.
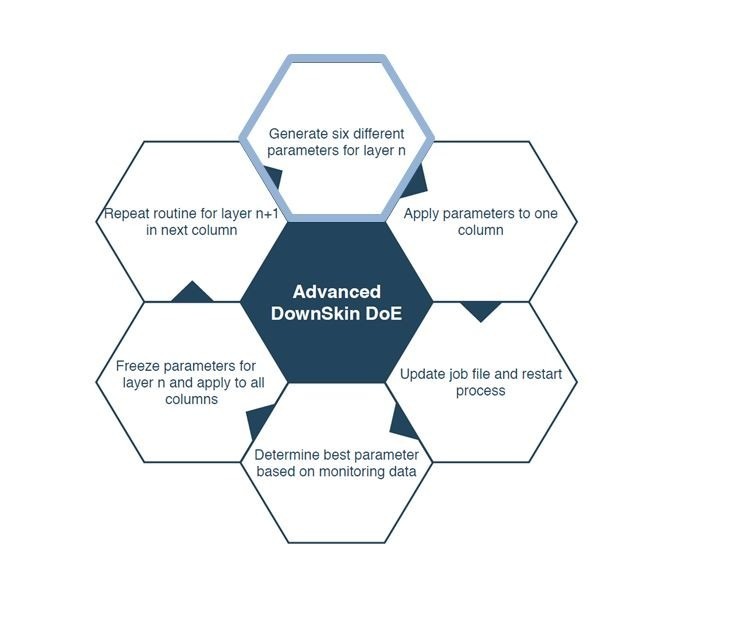
스마트하고 효율적인 설정을 생성하기 위해 높이가 다른 여러 디스크로 36개의 실린더(각각 6개 시편의 6개 행)가 생성됩니다.
아래 표시된 워크플로우에 따라 각 행은 하나의 특정 레이어에 대한 프로세스 매개변수를 결정하는 데 사용됩니다.
이는 행 A의 실린더에 높이가 한 층인 디스크 하나가 포함되어 있음을 의미합니다.
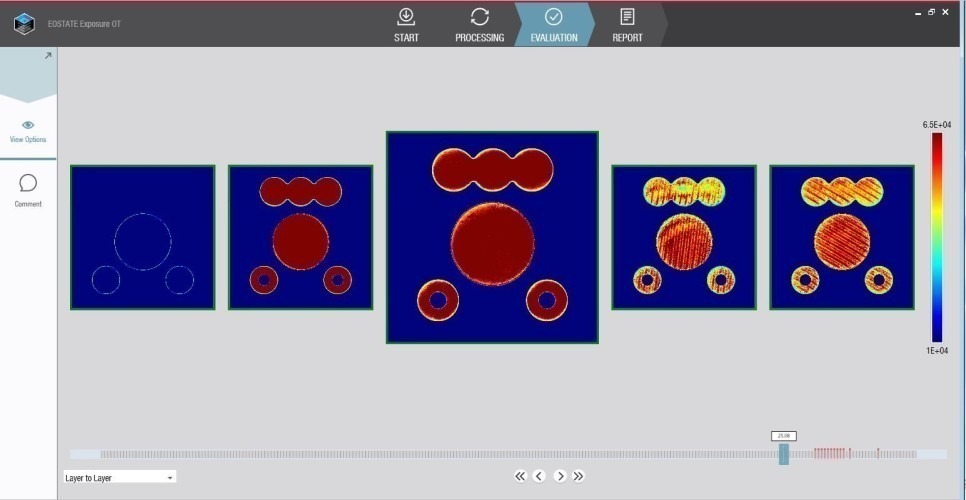
프로세스 모니터링은 추가 정보를 수집하고 각 계층에 대한 올바른 매개변수를 개발하는 데 사용됩니다.
첫 번째 레이어가 완료되면 EOSPRINT 2에서 매개변수가 조정되고 작업이 업데이트됩니다.
다음 단계는 B행에서 수행되는 두 번째 레이어의 공정 매개변수를 최적화하는 것입니다.
이 실린더에는 각각 높이가 한 레이어인 두 개의 디스크가 포함되어 있습니다.
F행 6층까지 후속 파라미터를 전개한 후, 행 A로 돌아가서 7개의 디스크로 계속 진행합니다.
이 평가판에서는 레이어당 개별 디스크로 작업하기가 더 쉽고 Magics에서 쉽게 복사하고 조정할 수 있습니다.
마지막 부분의 목표는 하나의 STL만 사용하고 EOSPRINT 2에서 z-분할의 도움으로 개별 레이어를 생성하는 것입니다.