수십 년 동안 제조업계에는 명확한 공식이 있었습니다.
– 구조 강도가 중요하면 단조(Forging)
– 복잡한 형상이 필요하면 주조(Casting)
– 시제품은 3D프린팅(Print)
적층제조(Additive Manufacturing)는 오랫동안 “형상 구현에는 충분하지만, 기능 부품에는 부족하다”는 평가를 받아왔습니다.
그 이유는 기공(Porosity), 이방성(Anisotropy), 불안정한 항복강도 등 기존 공정의 한계 때문이었습니다.
하지만 이제 그 시대는 끝났습니다.
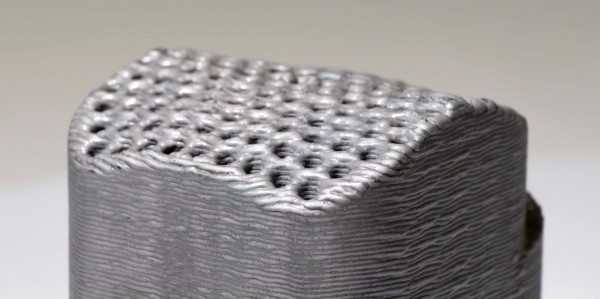
Meltio는 Wire-Laser Metal Deposition (W-LMD) 기술을 기반으로 이러한 인식을 바꾸고 있습니다.
이는 분말 기반 시스템이나 WAAM(Wire Arc Additive Manufacturing)과는 다른 방식의 Directed Energy Deposition(DED) 기술로,
금속 와이어를 레이저 용융풀에 직접 공급하여 우수한 금속 조직과 높은 기계적 성능을 구현합니다.
그 결과, Meltio 출력 부품은 기존 주조품을 뛰어넘고, 경우에 따라 단조품 수준의 성능까지 확보할 수 있습니다.
1. 밀도의 물리학: 왜 와이어 방식이 유리한가
금속 부품에서 기공(Porosity) 은 피로수명을 떨어뜨리는 가장 큰 요인 중 하나입니다.
분말 기반 적층제조는 가스 포집, 미용융 분말, 오염 등의 문제로 밀도 확보가 어려운 경우가 많습니다.
반면 Meltio는 완전 밀도의 표준 용접 와이어를 사용하기 때문에 이러한 위험 요소를 근본적으로 줄일 수 있습니다.
– 최대 99.97% 상대밀도 달성
Meltio 공정은 최대 99.97% Relative Density 를 안정적으로 구현합니다. 이는 CT 스캔 및 금속조직 분석을 통해 검증됩니다.
– 오염 없는 청정 공정
· 바인더 제거 공정 불필요
· 분말 비산 오염 없음
· 소재 간 교차오염 최소화
특히 티타늄처럼 반응성이 높은 소재에서 큰 장점입니다.
– NASA 기준 참고 개발
Meltio는 NASA의 우주 비행용 적층제조 기준인 NASA-STD-6030을 참고하여 프로파일을 개발합니다.
· 기공 크기 100μm 이하 목표
· 상대밀도 최소 99.75% 유지
2. 기계적 성능 데이터
엔지니어에게 필요한 것은 수식어가 아니라 수치 데이터입니다.
Meltio의 내부 시험 및 외부 검증 결과, 출력 부품은 주조품 대비 뛰어난 성능을 보였습니다.
– 주조 대비 우수한 강도
레이저 공정 특유의 빠른 냉각 속도로 인해 매우 미세한 결정립 조직이 형성됩니다. 이는 전위 이동을 억제하여 강도를 향상시킵니다.
· 인장강도(Tensile Strength) : 기존 주조 대비 최대 144% 향상
· 항복강도(Yield Strength) : 최대 236% 향상
– 소재 집중 분석: Titanium 64 (Ti-6Al-4V)
티타늄은 산소와 쉽게 반응해 가공이 까다로운 소재입니다.
산소 함량 제어
레이저 프로파일에 따라 산소 함량을 정밀 관리합니다.
· IR 프로파일: 0.250% ~ 0.450%
· Blue Laser 프로파일: 0.095% ~ 0.213%
이를 통해 취성 증가 없이 연성을 유지합니다.
기공률
· 체적 기준 0.25% 이하 유지
· 항공우주급 요구 수준 충족
– 소재 집중 분석: Inconel 718 & 625
고온 환경용 니켈 초합금에서도 우수한 성능을 보입니다.
상대밀도
· Infrared: 99.8% / 99.7%
· Blue Laser: 99.9% / 99.88%
결함 관리
프로파일 검증 단계에서 최대 기공 크기를 엄격히 모니터링합니다.

3. 이방성 문제 해결: 등방성에 가까운 성능 구현
적층 제조는 층 방향(Z축) 강도가 약하다는 비판을 받아왔습니다. 일부 기술에서는 사실입니다.
그러나 Meltio의 W-LMD 공정은 레이저의 높은 에너지 밀도로 층간 접착이 아닌 완전 금속 융합(Metallurgical Fusion) 을 형성합니다.
– Near-Isotropic Properties
X, Y, Z 방향 간 기계적 성능 차이를 최소화하여 거의 등방성에 가까운 성능을 구현합니다.
– 열 균일성 확보
기본 Solid 출력 프로파일은 매 층마다 충전 경로를 45° 회전시켜 적층합니다.
이를 통해:
· 열응력 집중 방지
· 잔류응력 감소
· 부품 전체 강도 균일화

4. 표면 품질과 피로 저항성
기계적 성능은 내부 조직뿐 아니라 표면 품질도 중요합니다. 피로균열은 대부분 표면에서 시작됩니다.
– 표면 거칠기
출력 직후 표면 조도는 Ra 5 ~ 100 μm 수준입니다.
· 구조 부품
· 유체 흐름 부품
등은 후가공 없이도 사용 가능한 경우가 많습니다.
정밀 체결면이나 접촉면만 선택적으로 가공하면 됩니다.
– 낮은 희석률
레이저 공정의 정밀 제어로 5~10% 수준의 낮은 희석률을 달성합니다.
이는 클래딩 및 보수 공정에서 매우 중요합니다.
· 추가 소재 성능 유지
· 모재 열손상 최소화
· 박판 변형 억제
5. 실제 적용을 위한 검증 프로토콜
특정 부품에 적용하기 위해서는 다음 절차를 권장합니다.
– 적절한 출력 프로파일 선택
Meltio Horizon 또는 Meltio Space에서 구조 부품용 Solid 프로파일을 선택합니다.
– 데이터시트 확인
SS316L, Ti64 등 각 소재별 항복강도·인장강도·연신율 데이터를 반드시 확인해야 합니다.
– Coupon 시험 수행
고신뢰성 부품(TRL7 이상)은 실제 부품에서 시험편을 채취하여 평가하는 것이 권장됩니다.
· 인장 시험
· 미세조직 분석
· CT 검사
별도 소형 쿠폰은 실제 대형 부품과 다른 거동을 보일 수 있습니다.
– 후처리 고려
피로 수명이 중요할 경우 다음 공정을 추가 적용할 수 있습니다.
· 응력 제거 열처리
· 시효경화(Age Hardening)
· 어닐링(Annealing)
· HIP(Hot Isostatic Pressing)
다만 Meltio의 높은 밀도 특성으로 HIP 필요성이 줄어드는 경우도 많습니다.
6. 결론
Meltio는 모든 제조 공정을 대체하기 위한 기술은 아닙니다.
그러나 다음과 같은 고부가가치 구조 부품에서는 강력한 경쟁력을 제공합니다.
· 짧은 납기 필요
· 복잡 형상 요구
· 다중 소재 적용
· 높은 소재 효율성 필요
Meltio의 W-LMD 기술은 더 이상 성능을 타협하는 3D프린팅이 아닙니다.
이는 단조 수준의 품질과 3D프린팅의 형상 자유도를 동시에 제공하는 생산 기술입니다.