For decades, there was a clear formula in the manufacturing industry.
– If structural strength is important, forging
– If complex shapes are required, casting
– The prototype is 3D printed
Additive manufacturing has long been evaluated as being “sufficient for shape realization but insufficient for functional parts.”
The reason was due to the limitations of existing processes, such as porosity, anisotropy, and unstable yield strength.
But now that era is over.
Meltio is Wire-Laser Metal Deposition (W-LMD) We are changing this perception based on technology.
This is a Directed Energy Deposition (DED) technology that differs from powder-based systems or WAAM (Wire Arc Additive Manufacturing),
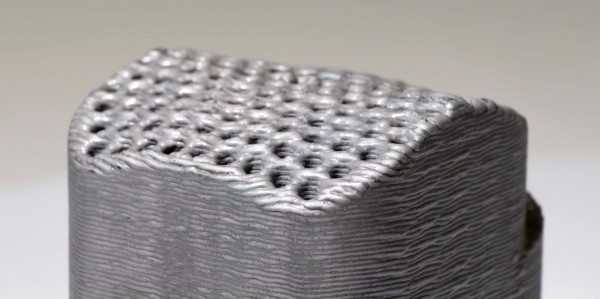
It achieves excellent metal structure and high mechanical performance by directly feeding metal wire into the laser melting pool.
As a result, Meltio printed parts surpass conventional castings and, in some cases, achieve performance levels comparable to forged parts.
1. The Physics of Density: Why the Wire Method Is Advantageous
Porosity in metal parts is one of the biggest factors that reduce fatigue life.
Powder-based additive manufacturing often faces difficulties in achieving sufficient density due to issues such as gas capture, unmelted powder, and contamination.
On the other hand, Meltio can fundamentally reduce these risk factors because it uses standard welding wire with full density.
– Achieved up to 99.97% relative density
The Meltio process reliably achieves a relative density of up to 99.97%. This is verified through CT scans and metallographic analysis.
– Pollution-free clean process
· No binder removal process required
· No powder scattering contamination
· Minimizing cross-contamination between materials
This is a significant advantage, especially in highly reactive materials like titanium.
– NASA standard reference development
Meltio develops profiles based on NASA-STD-6030, NASA's additive manufacturing standard for spaceflight.
· Target pore size 100μm or less
· Maintain a minimum relative density of 99.75%
2. Mechanical performance data
What an engineer needs is not modifiers Numerical datano see.
Meltio’s internal testing and external verification results showed that the output parts demonstrated superior performance compared to cast parts.
– Superior strength compared to casting
Due to the rapid cooling rate characteristic of the laser process, a very fine grain structure is formed. This suppresses dislocation movement, thereby improving strength.
· Tensile Strength: Up to 144% improvement compared to conventional casting
· Yield Strength: Up to 236% improvement
– Material In-depth Analysis: Titanium 64 (Ti-6Al-4V)
Titanium is a difficult material to process because it reacts easily with oxygen.
Oxygen content control
Precisely manages oxygen content according to the laser profile.
· IR Profile: 0.250% ~ 0.450%
· Blue Laser Profile: 0.095% ~ 0.213%
This maintains ductility without increasing brittleness.
porosity
· Maintain 0.25% or less by volume
· Meeting aerospace-grade requirements
– Material In-depth Analysis: Inconel 718 & 625
It exhibits excellent performance even in nickel superalloys for high-temperature environments.
relative density
· Infrared: 99.8% / 99.7%
· Blue Laser: 99.9% / 99.88%
Defect Management
The maximum pore size is strictly monitored during the profile verification phase.

3. Solving the Anisotropy Problem: Achieving Near-Isotropic Performance
Additive manufacturing has been criticized for having weak strength in the layer direction (Z-axis). This is true for some technologies.
However, Meltio's W-LMD process uses the high energy density of the laser to avoid interlayer adhesion. Metallurgical Fusion forms.
– Near-Isotropic Properties
It achieves near-isotropic performance by minimizing the difference in mechanical performance between the X, Y, and Z directions.
– Ensuring thermal uniformity
The basic Solid output profile stacks by rotating the filling path by 45° for each layer.
Through this:
· Prevention of thermal stress concentration
· Reduction of residual stress
· Uniformity of overall part strength

4. Surface quality and fatigue resistance
Mechanical performance depends not only on internal structure but also on surface quality. Fatigue cracks mostly start on the surface.
– Surface roughness
Immediately after printing, the surface roughness is at the Ra 5 to 100 μm level.
· structural parts
· Fluid flow components
In many cases, the back can be used without post-processing.
You only need to selectively machine the precision fastening surfaces or contact surfaces.
– Low dilution rate
A low dilution rate of 5~10% is achieved through precise control of the laser process.
This is very important in the cladding and repair process.
· Maintaining additional material performance
· Minimize thermal damage to the base material
· Inhibition of thin plate deformation
5. Verification Protocol for Actual Application
To apply this to specific parts, the following procedure is recommended.
– Selecting an appropriate output profile
Select a Solid profile for structural parts in Meltio Horizon or Meltio Space.
– Check datasheet
You must check the yield strength, tensile strength, and elongation data for each material, such as SS316L and Ti64.
– Coupon Test
For high-reliability parts (TRL 7 or higher), it is recommended to evaluate them by taking test specimens from the actual parts.
· Tensile test
· Microstructure analysis
·CT scan
Separate small coupons may exhibit different behavior from the actual large parts.
– Consider post-processing
If fatigue life is critical, the following processes can be additionally applied.
· Stress relief heat treatment
· Age Hardening
· Annealing
·HIP (Hot Isostatic Pressing)
However, due to Meltio's high density characteristics, there are many cases where the need for HIP is reduced.
6. Conclusion
Meltio is not a technology intended to replace all manufacturing processes.
However, it offers strong competitiveness in the following high-value-added structural components.
· Short delivery time required
· Complex shape requirements
· Multi-material application
· High material efficiency required
Meltio's W-LMD technology is no longer 3D printing that compromises on performance..
This Production technology that simultaneously provides forging-level quality and the shape freedom of 3D printingno see.