您好,这里是HDC,一家专门从事增材制造解决方案的咨询公司。
近年来,随着增材制造(AM)技术的快速发展,它在工业界和研究领域都受到了广泛关注。
技术特性,例如工艺复杂性或分辨率,是决定选择哪种增材制造方法的重要因素。
增材制造技术如今能够应用于各个工业领域的原因是,每项技术都具有独特的特性和多样化的应用可能性。
这是因为制造工艺方法可以根据每个设备用户的需求进行选择。
今天,在众多增材制造技术中,我想谈谈电弧增材制造(WAAM)。
我将介绍 WAAM 技术的概念、特点和局限性,以及解决这些问题的各种方法。
指数
1. WAAM、粉末床熔融 (PBF) 和 Meltio 的线激光金属沉积 (W-LMD) 工艺简介
2. 电弧增材制造(WAAM):局限性和解决方案
- 高材料沉积速率和低容差问题
- 机械性能与热输入之间存在负相关关系
- 打印过程中耗材使用问题
- 开放生态系统的挑战:缺乏信任
3. 结论
1. WAAM、PBF 和 W-LMD 工艺简介
根据使用的是粉末材料还是丝材,增材制造技术大致可以分为两类。
具有代表性的粉末基技术包括粉末床熔融(PBF)和激光粉末直接能量沉积(DED),
在基于导线的技术中,工业环境中应用最广泛的方法是 WAAM 和 W-LMD。
粉末床熔融(PBF)工艺
粉末床熔融(PBF)工艺是一种利用激光或电子束作为热源,选择性地加热和熔化金属粉末颗粒,从而逐步形成最终零件的方法。该工艺通过逐个熔化金属粉末来制造所需的形状。
电弧增材制造 (WAAM) 工艺
相比之下,电弧增材制造(WAAM)使用金属丝作为材料,并利用电弧作为热源,类似于焊接工艺。在该工艺中,电弧熔化金属丝,并逐层堆积,从而在构建平台或现有零件上形成结构。
WAAM工艺使用惰性气体来防止氧化和控制金属性能,这在焊接中起着重要作用。
利用金属丝作为增材制造材料,可以逐步完成结构构建或修复现有零件。然而,为了确保更高的精度和更光滑的表面,通常需要进行后处理;因此,需要通过数控加工或表面抛光来提高表面精度,并采用热处理来防止打印零件上残留应力。

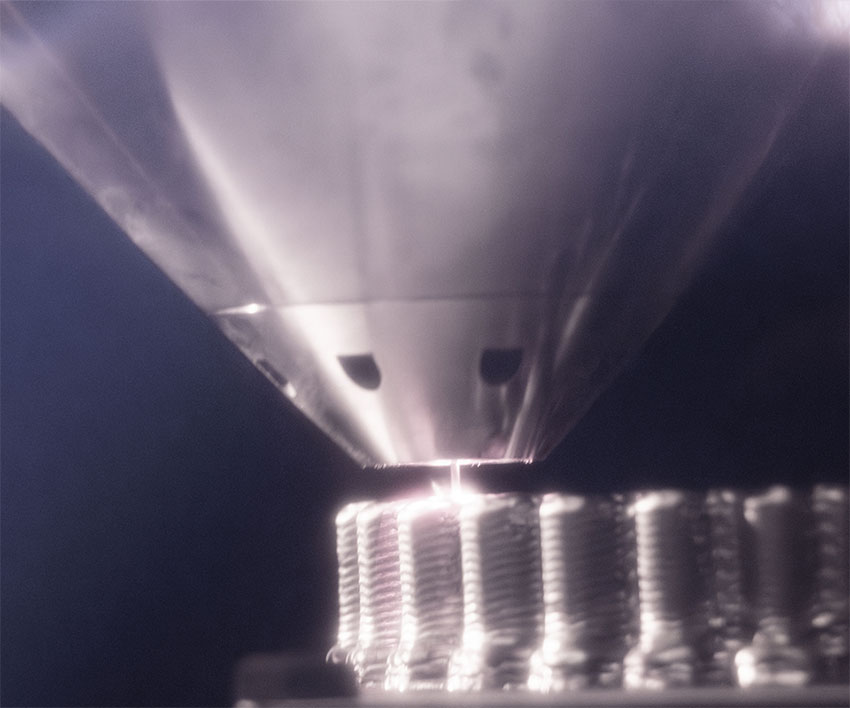
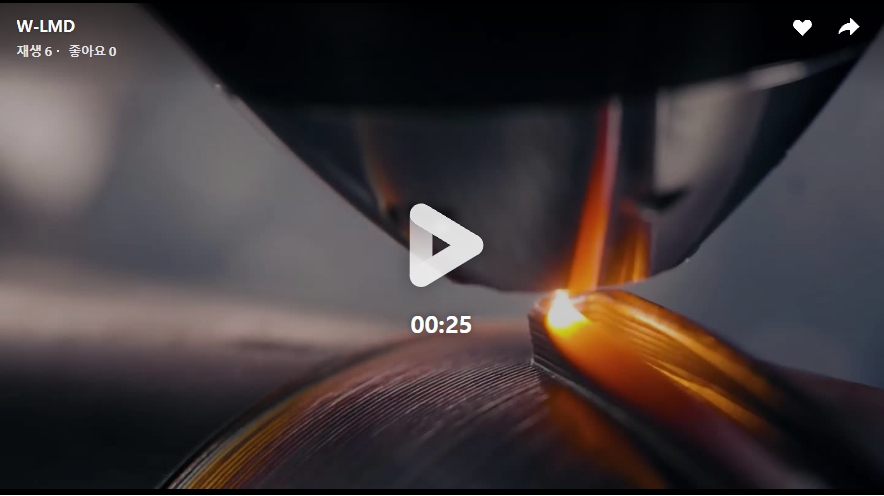
W-LMD 工艺是另一种 DED 技术,它使用多束激光精确地熔化金属丝并将其沉积到构建平台上。
W-LMD技术的最大特点是能够将热量集中在一个非常小的区域内。
这最大限度地减少了热影响范围,从而改善了最终产品的冶金性能。所得零件具有卓越的强度、均匀性和整体质量。
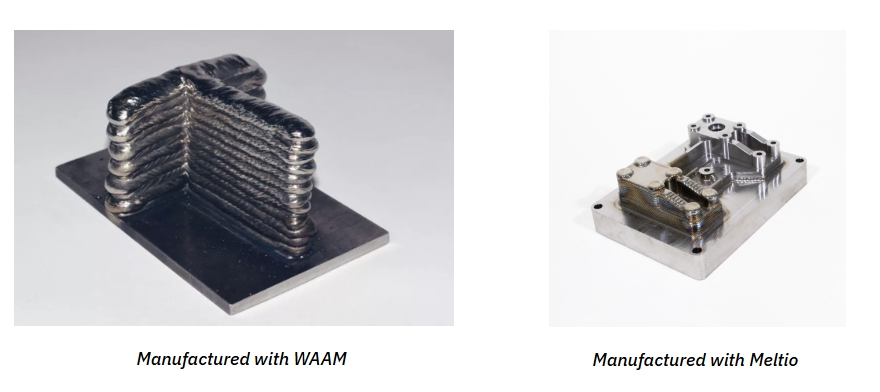
具体来说,虽然 WAAM 工艺具有生产速度快、适合制造大型金属结构等优点,但在表面精度和热效应控制方面仍有需要改进的地方。
相比之下,Meltio 的 W-LMD 技术利用多束激光将热量集中到极小的区域,最大限度地减少热效应,并显著改善金属的物理性能。这使得制造出的零件具有更高的强度、均匀性和表面质量。
接下来,我们将探讨 WAAM 技术面临的挑战,并探索 Meltio 技术如何有效地解决这些问题。
2. 电弧增材制造(WAAM):局限性和解决方案
WAAM是一种以金属丝为原材料的3D打印工艺。它利用电弧将金属丝送入机器后熔化并逐层堆叠,其原理类似于传统焊接。
WAAM工艺中可能出现的大多数缺陷都与功率、堆叠速度、送丝速度和材料选择等参数有关。
特别是,在WAAM中,整个结构中可能会出现小孔、空隙或孔洞。
Meltio 的先进技术弥补了 WAAM 的不足,能够提供更精确、更高效地解决复杂制造需求的解决方案。
① 高材料沉积速率和低容差问题
WAAM工艺具有快速制造大型结构的优势,但在实现复杂形状或复杂结构方面存在一些困难。
虽然高材料沉积速率有利于制造大型零件,但可能会导致表面粗糙。此外,在制造复杂的内部结构时,精度可能会受到影响;如果沉积金属量较大,后处理也会比较繁琐;而且,如果频繁去除不必要的材料,还会造成材料浪费。另一方面,Meltio 的 W-LMD 技术在实现复杂精细的形状方面具有优势。
虽然与WAAM相比,其制造速度可能较慢,但它能输出近净成形零件,所需的后处理更少,从而减少了不必要的材料浪费。因此,最终零件的精度和质量得以提高,即使是复杂的设计也能更容易地实现。
② 机械性能与热输入之间存在负相关性
由于高能量输入,WAAM工艺经常长时间暴露在高温下。
如此高的热输入会增加金属结构的晶粒尺寸,从而对材料性能或零件的最终精度产生不利影响。
此外,由于层间冷却时间必须设置得较长以避免这些问题,实际堆叠速度有时也会减慢。
Meltio 的 W-LMD 技术采用低能耗制造工艺,与 WAAM 相比,热变形更小,从而能够实现精细均匀的金属结构。这一显著优势在于降低了制造过程中零件的整体温度,进而确保了更高的质量和精度。
此外,多种材料混合使用时,稀释效应会增强。这可能会产生重大影响,尤其是在维修工作中。
当多种金属材料混合使用时,金属的性质可能会发生变化。
这种现象被称为稀释效应,当金属相互混合时,会造成所需性能减弱的问题。
提示:如果您想了解 Meltio 技术的稀释性能有多出色,请查看 Inconel 625 和 H11 的数据表!

③ 打印过程中耗材的使用和更换周期
由于高能量输入,WAAM工艺经常长时间暴露在高温下。
因此,某些部件,特别是接触嘴和喷嘴等耗材,必须定期更换;耗材管理对于实现稳定的性能至关重要。
接触嘴、喷嘴和扩散器等关键部件会随着时间的推移而磨损或受到污染,导致性能下降。因此,必须定期检查这些部件,并在必要时进行更换,以保持最佳性能。
一般而言,接触头在使用约 10 至 15 小时后需要更换,而喷嘴可使用约 25 至 30 小时,具体取决于所用材料和类型。
像这样及时更换耗材可以保持焊接质量,防止缺陷,延长设备寿命,从而获得更高效、更稳定的焊接效果。
另一方面,虽然采用激光热源的Meltio W-LMD技术的喷嘴是关键部件,但通常情况下,其尺寸约为 336小时 它可以长时间持续打印作业,因此更换周期要长得多。
提示:为了持续保持设备性能,提前做好耗材更换的准备,并通过定期检查使设备保持最佳状态非常重要。

④ 独立系统的挑战:确保稳定性
以典型的WAAM技术系统为例,机器人手臂、打印头、切片软件和材料都需要单独购买和组装;
Meltio 可以解决这些问题 完全集成解决方案它提供了。
Meltio 套件包含机器人单元、软件、持续研发的材料和机器人手臂,所有组件集成于一体,无需额外配置即可立即使用。凭借这一集成系统,选择 Meltio 可帮助您提前验证并解决各种问题。
这可以防止层压过程中可能出现的缺陷,例如缝隙或小孔(气泡),并减少早期阶段由于各个组件之间的兼容性问题而可能出现的困难,这与其他技术不同。
此外,得益于 Meltio 的用户友好型设计,客户可以快速将该技术集成到他们的制造流程中。
事实上,一些客户正在使用新材料 一周之内也有一些案例已经开始测试,这清楚地表明了 Meltio 系统的易用性和适应性。

Meltio 设备中使用的电线经过严格的测试和验证,以确保最佳的质量和可靠性。
特别是,由于它使用了针对 Meltio 技术优化的线材,因此无需复杂的调整即可获得稳定一致的性能。
Meltio 为客户提供可靠的解决方案,以及经过验证的电线,以最大限度地提高设备性能。
此外,我们致力于通过可靠的性能和卓越的品质,确保我们的客户能够体验到更高效的工作环境,为此,我们不断研究在各种使用环境下保持卓越品质的最佳条件。
3. 结论
WAAM 技术是一种价值和实用性已得到充分证明的技术,因为它已在工业环境中广泛应用了很长时间。
虽然由于其优异的性能,尤其是在大型结构制造方面,它在许多领域仍然发挥着重要作用,但与基于激光的技术相比,它在制造效率和精度方面也确实存在一些局限性。
WAAM技术在快速叠层和大型零件制造方面具有优势,但对于需要表面质量或精度的任务,后处理可能比较繁琐。
在零件完整性和质量控制方面还需要付出更多努力。
W-LMD技术通过简化工作流程并最大限度地减少常见问题来提高生产效率,
由于简化制造工艺有助于减少材料浪费和维修成本,因此必须进一步提高最终产品的质量和结构完整性。
对于那些需要解决方案的人来说 HDC是Meltio公司的W-LMD解决方案。我建议
借助 Meltio,您可以快速、可靠地直接体验到各行业更好的制造性能和效率。